И.Н. Петрухин (Тула), М.В. Степанов (Смоленск), А.В. Николаев (Москва) Технологические особенности изготовления ребер жесткости на максимилиановских доспехах (на примере экспоната из собрания ВИМАИВиВС)
Управление культуры Минобороны России Российская академия ракетных и артиллерийских наук Военно-исторический музей артиллерии, инженерных войск и войск связи Война и оружие Новые исследования и материалы Труды Шестой Международной научно-практической конференции 15–17 мая 2019 года
Часть IIСанкт-Петербург
ВИМАИВиВС 2019
©ВИМАИВиВС, 2019
©Коллектив авторов, 2019
Западноевропейское латное защитное вооружение последовательно и непрерывно развивалось с момента своего возникновения. Так или иначе эволюция комплекса элементов защиты достигла пика совершенства (технологического и функционального) к концу XV столетия и воплотилось в виде доспехов так называемого «максимилиановского стиля», названного в честь императора Священной Римской империи Максимилиана I Габсбурга (годы жизни 1459–1519, период правления 1508–1519). Несмотря на давнюю историю изучения, классифицирования и типологизации сохранившихся в государственных и частных собраниях полных доспехов и их частей, только в недавнем прошлом исследователей стал интересовать вопрос металлургии, технологии и логистики производства2 . Доспехи максимилиановского стиля довольно хорошо атрибутированы и исследованы с точки зрения морфологии, формообразования, а также привязки к конкретным центрам производства. В то же время многие вопросы, касающиеся технологии изготовления предметов защиты, их конструктивных элементов, декорирования поверхности остаются не выясненными. Это объясняется тем, что пока не известно ни одного детального описания и руководства технологического процесса изготовления того или иного предмета, так как знания передавались непосредственно от мастера к подмастерью на протяжении долгого периода обучения и во многом являлись ноу-хау фамилий мастеров или городских корпораций. Кроме того, практически все нововведения в области доспехостроения и производства так или иначе являлись попытками сократить себестоимость и повысить уровень технологичности продукции. Вполне возможно, что появление технологии производства нового вида лат, а именно максимилиановского типа, было обусловлено желанием кайзера обеспечить империю более доступным защитным вооружением. Сама форма максимилиановских лат, если сравнивать ее с готической, все-таки более проста в изготовлении3 . Что касается характерного декора в виде ребер жесткости, то, скорее всего, их изготовление тоже не было очень сложным процессом. Иначе трудно было бы объяснить достаточно большой уровень насыщения имперского рынка массовой продукцией крупных центров доспехостроения империи.
К сожалению, в арсенале исследователей находятся, в основном, изобразительные источники, где статично показаны некоторые фазы производства и некоторые инструменты ковки. Используя данные источники, можно сделать только предварительные выводы. Чтобы лучше понять техпроцесс, можно обратиться к практическому опыту людей, пытающихся производить своими руками предметы военной культуры средних веков. В данном случае, к участникам военно-исторического движения, называемого еще движением исторической реконструкции. За долгие годы существования движения его участниками накоплен богатый опыт обработки металла и создания предметов схожей стилистики с дошедшими до наших дней памятниками оружейного дела. Но одного опыта «реконструкторов» для понимания полноты картины будет недостаточно. Конечный результат «реконструкторов» — это внешний вид новодела с соблюдением формы и декора прототипа, тогда как сам процесс изготовления зачастую сильно отличен от «средневекового» ввиду использования современного инструмента, а также современных материалов, сильно отличающихся от физико-химических характеристик прототипов.
Чтобы пролить свет на данную проблематику, мы соединили анализ источников, практический опыт и методику криминалистического исследования — трасологию.
Типы латной защиты, именуемые в оружиеведении как «максимилиановские», имеют общую характерную особенность в виде декорирования поверхности ребрами жесткости. Происхождение таких лат следует относить к началу XVI столетия в германоговорящих регионах Священной Римской империи. Пик моды на такие доспехи у знати западной Европы приходится на период, примерно, 1510–1540 гг.4 Но хождение таких доспехов, судя по сохранившимся образцам, продолжается вплоть до начала XVII в.5 Ребра жесткости таких доспехов также имеют характерные оконтуривающие канавки вдоль всей длины ребра.
В широких кругах отечественных и зарубежных оружиеведов, музейных работников, участников военно-исторического движения и владельцев частных собраний памятников оружейного дела ведутся острые дискуссии по вопросу методики изготовления как самих ребер жесткости непосредственно, так и канавок вдоль них. На данный момент существуют также по крайней мере три мнения про оконтуривающие борозды: канавки прорезались инструментом, схожим с тем, что применялся для гравировки, пробивались специальным оборудованием ударного действия или получались вследствие проката через специальные механические вальцы, наподобие современных вальцующих станков. На данный момент этот вопрос технологии выполнения ребер на поверхности еще ни разу не задавался как зарубежными, так и отечественными специалистами. Цель нашей работы как раз и заключается в том, чтобы попытаться восстановить процесс технологии изготовления этих канавок, а также формирования ребер жесткости.
Для проведения исследования мы использовали экспонат из собрания ВИМАИВиВС. Нагрудник кирасы максимилиановского стиля, 2ИОФ 0137/235 (ил. 1), поступил со списочного учета 10.01.1963 г. в фонд ВИМАИВиВС, вывезен из Германии в 1945– 1946 гг. К сожалению, какие-либо клейма производителей на экспонате отсутствуют. Но версию о неподлинности артефакта мы исключаем ввиду явных стилистических сходств с массой аналогичных доспехов, а главное, по переменной толщине основных пластин нагрудника и наспинника6 . По своей стилистике происхождение этого памятника может быть отнесено к одному из центров производств Священной Римской империи 20–30-х гг. XVI столетия — Нюрнбергу, Аугсбургу, Ландсхуту, Инсбруку.
Провести металлографический анализ памятника у нас не было возможности. Поэтому мы обратились к труду доктора А. Вильямса, в котором мэтр исследовал множество доспехов из фондов мировых музеев, проводя металлографический анализ и замеры твердости. Мы предоставили материалы исследования доктора А. Вильямса по нескольким элементам доспехов максимилиановского стиля из четырех крупных центров производств Священной Римской империи: Ландсхута7 , Аугсбурга8 , Нюрнберга9 , Инсбрука10 специалистам в области физики материалов в лабораторию металловзавода «Щекино-Азот» в Тульской области. Они провели анализ структур металла памятников по представленным в книге и увеличенным под микроскопом фото оригиналов и пришли к выводу что используемая оружейниками сталь схожа по своим физико-химическим характеристикам с современной доэвтектоидной сталью с низким содержанием углерода, таких как Сталь 3, 08 ПСи т. п.11 В дальнейшем это позволило нам выбрать для проведения практического эксперимента одну из таких сталей.

Если обратиться к изобразительным источникам, то одну из фаз процесса по изготовлению элемента защиты, где присутствуют ребра жесткости, мы можем видеть на гравюре Ганса Буркгмаера из собрания «Вайскениг»12 (ил. 2). На ней показано, как сам кайзер Максимилиан I беседует с мастером Конрадом Зюзенхофером из высшей мастерской доспехостроения Аугсбурга13. Если обратить внимание на правый нижний угол, то там показано, как доспешник оббивает ребро на заготовке, установив ее на своего рода шпирак, конструктивные особенности которого полностью не видны. Рядом лежат различные инструменты, вероятнее всего, для изготовления доспехов14. Этот изобразительной источник дает нам представление только о том, что, возможно, одной из фаз изготовления ребер жесткости могло являться обстукивание молотком поверхности заготовки снаружи. Нельзя отвергать версию о том, что, возможно, мастер проводит иную операцию, например, глажку поверхности пластины от забоев. В любом случае, достоверной и полной информации по методике изготовления ребер жесткости по этой гравюре, как и по существующим сохранившимся изобразительным источникам, получить невозможно. Поэтому решили обратиться к современным методикам анализа, используя специальную технику. В 2016 г. группа исследователей в составе И.Н. Петрухина, А.В. Николаева и М.В. Степанова провела трасологическое исследование предметов из фонда ВИМАИВиВС с дальнейшим практическим экспериментом.
. На ней показано, как сам кайзер Максимилиан I беседует с мастером Конрадом Зюзенхофером из высшей мастерской доспехостроения Аугсбурга")
Трасология (от фр. trаce — след и гр. logos — слово, учение; буквально — учение о следах) — раздел криминалистической техники, в котором изучаются закономерности образования материально фиксированных следов — отображений внешнего строения объектов, средства и методы их обнаружения, фиксации и исследования в целях раскрытия, расследования и предупреждения преступлений. Как видно из определения, изучение следов является частью процесса создания доказательной базы в раскрытии, расследовании и предупреждении преступлений, т. е. юридической сферы деятельности человека. Несмотря на это, средства и методы криминалистической трасологии достаточно обширны и позволяют решить широкий спектр задач, связанных с изучением объектов материального мира. Не являются исключением и способы изготовления элементов исторического воинского снаряжения.
Для примера приводится исследование объектов, экспонируемых в Военно-историческом музее артиллерии, инженерных войск и войск связи (Санкт-Петербург). За основу взята структура судебной экспертизы, за исключением процессуальных требований, предусмотренных УПК РФ и приказами МВД РФ, так как в данном случае имеется необходимость решения не юридических, а преимущественно исторических вопросов. Необходимо отметить, что выводы, полученные в ходе исследования, имеют отношение только к конкретным объектам. Для получения достоверных статистических данных необходимо изучение более широкого круга предметов.
Согласно типовой методике, статические следы возникают на следовоспринимающем материале под воздействием давления или удара инструментом под углом около 90 градусов к следовоспринимающей поверхности15. Динамические следы (следы скольжения, трения) образуются при взаимодействии объектов по нормали и по касательной, т. е. при взаимном передвижении объектов в момент следового контакта с образованием в своей микроструктуре линейных трасс и сдвигов следовоспринимающего материала16. Исходя из данных определений, ручной инструмент, использовавшийся при изготовлении защитного снаряжения, мог оставлять комплекс признаков, присущий в том числе и орудиям постороннего воздействия, исследуемым экспертами-трасологами.
Специфика исследования исторических объектов заключается в том, что с момента их производства прошел достаточно длительный отрезок времени. В процессе эксплуатации и хранения структура первичных следов обработки подвержена изменению (образование повреждений, следов ремонта, чистки, коррозийных изменений поверхности металла). Еще одной отличительной чертой является преимущественно диагностический характер исследования, т. е. определение типа примененных инструментов, особенности и признаки их рабочих поверхностей, а также поэтапность использования. Однако мы не беремся идентифицировать конкретный исторический инструмент, примененный для изготовления исследуемого памятника.
В нашем случае анализ характера следов инструмента у исследуемого экспоната показал наличие статических следов вдоль вертикальной поверхности канавок. На ил. 3 показано увеличенное изображение ребра на нагруднике исследуемой кирасы и желобков вдоль него. Стрелками и кривыми линиями указаны места расположения статических следов давления в виде углублений на дне желобков. На ил. 4 показаны динамические следы скольжения перпендикулярно дну канавок.

Это дало возможность сделать предположение об ударном характере воздействия на материал исследуемого памятника. Данный вывод обусловлен механизмом следообразования, при котором инструмент, погружаясь в материал, образует комплекс признаков групповой принадлежности. Как показано на ил. 5, это динамические следы скольжения, образованные боковыми поверхностями инструмента на стенках канавок перпендикулярно осевой линии ребра, и статические следы давления, образованные срезом рабочей части на дне канавок параллельно осевой линии ребра.

Следует отметить, что процесс гравировки или нарезки ручным инструментом (штихелем, например) образует исключительно динамические следы скольжения, при которых трассы расположены по пути продвижения рабочей части инструмента вдоль осевой линии. Таким образом, в нашем случае установлено различие по признакам групповой принадлежности.
После изготовления пробного ударного и подкладного инструмента был проведен практический эксперимент. Ил. 6 показывает экспериментальный инструмент и этапы техпроцесса формирования ребра жесткости и канавок. В ходе эксперимента, нам удалось получить ребра жесткости и характерные канавки вдоль них (ил. 7).
.")

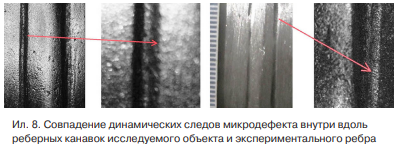
Анализ результатов экспериментального ребра жесткости показал сходство микродефектов с экспонатом № 0137/235. Ил. 8 демонстрирует сходство динамических следов. Ил. 9 показывает сравнение статических следов, которые видно изнутри. При сравнении статических и динамических следов микродефектов оригинала и экспериментального ребра жесткости обнаружены их сходства. Это прямо указывает на одинаковые рабочие поверхности экспериментального инструмента и используемого для изготовления ребер жесткости памятника № 0137/235.
Помимо нашего опыта изготовления подобных ребер, в отечественном движении военно-исторической реконструкции существуют примеры по созданию новоделов доспехов максимилиановского стиля с такой же методикой изготовления ребер жесткости с характерными канавками вдоль них. В 2015 г. мастер-доспешник Евгений Витальевич Дудко (г. Симферополь) изготовил шлем максимилиановского типа по мотивам экспоната из собрания музея королевской охоты и оружейной палаты г. Вены (Hofjagd und Rüstkammer, инв. № А192)17. Со слов Дудко, для изготовления ребер жесткости с характерными канавками вдоль, он использовал ударно-подкладной инструмент, которым пробивал ребра и канавки. Он сначала наметил ребро изнутри, скругленным зубилом, а потом пробил его, используя ударно-подкладной инструмент, схожий с получившимся у нас. Единственное отличие техпроцесса Дудко от того, как делал наш эксперт-криминалист, поверхность канавок вдоль ребер мастер обработал острыми гранями напильника. В результате ему удалось получить визуально схожий с оригиналом декор ребрами и канавками. На ил. 10 изображен изготовленный им шлем в стилистике южногерманского доспехостроения первой четверти XVI в.

Другой мастер, Александр Сергеевич Мачнев (г. Воронеж) при попытке изготовить характерные ребра жесткости с канавками вдоль тоже использовал ударно-подкладной инструмент, с изначальной наметкой ребра скругленным зубилом. В результате ему удалось получить ребра жесткости с канавками, похожими на стилистку максимилиановских. На ил. 11 показаны образцы стилизованных латных рукавиц, изготовленные в 2017 г. С его слов, для создания канавок вдоль ребра он также опробовал методику гравировки вдоль ребер. Временные затраты по получению только канавок длинной 15 см методом гравировки составили не менее 40 минут. При помощи ударно-подкладного инструмента весь процесс по формированию трех ребер с канавками, вместе со шлифовкой занял всего 20 минут. Это около 7 минут на ребро с канавками, вместе с абразивной обработкой. По словам А.С. Мачнева, процесс гравировки является более трудоемким и менее технологичным по сравнению с процессом чеканки канавок с помощью ударно-подкладного инструмента.

Таким образом, исходя из результатов трасологической экспертизы экспоната из ВИМАИВиВС, а также сопоставляя совпадения комплекса следов, можно сделать вывод, что одной из методик изготовления характерных ребер жесткости и канавок вдоль них было использование инструмента ударного действия, состоящего из матрицы и пуансона. При этом рабочая часть пуансона состоит из двух параллельно расположенных ударных поверхностей.
Сопоставляя полученный нами опыт с эмпирическим результатом других мастеров, которые не консультировались с нами и друг с другом, можно предположить, что изготовление вдоль-реберных канавок доспехов максимилиановского стиля методом чеканки, используя ударно-подкладной инструмент, могло быть достаточно технологичным процессом для того времени. Более того, подобный процесс изготовления канавок напрямую сопряжен с процессом изготовления ребер. Канавки получаются при формировании самого ребра жесткости. Обратим внимание на ил. 12. Матрицы и пуансоны у всех трех мастеров имеют очень схожую конструкцию рабочей части.

Что касается других версий о способе формирований типичных ребер жесткости и канавок вдоль них, то следует отметить, что вариант с гравировкой канавок вдоль ребер не отвечает требованиям высокого уровня технологичности производства и скорее всего, широко такой метод не применялся.
Версия с использованием специальных катков, фактически прокатного станка, тоже весьма сомнительна. Во-первых, если обратиться к современному прокатному оборудованию, то в основном оно используется для обработки не толстого материала, до 2 мм, как правило, листового проката. Помимо малой толщины, обрабатываемый материал должен быть простой формы и иметь однородную толщину поперечного сечения. В случае с доспехами исследуемого нами периода толщина изделий, особенно кирас и шлемов, имеет переменное сечение от 1 до 5 мм, а также сложную геометрию формы. Данные признаки существенно усложнили бы конструкцию таких станков и всего производства в средние века и не обеспечили бы надлежащего качества изготовления предметов защиты. Однако главным аргументом против версии о прокате ребер через блоки является то, что обратная сторона изделий не имеет ровного следа, характерного для такого инструмента. На многочисленных памятниках оружейного дела обратные стороны ребер неровны и несут след соскользнувшего инструмента, характерного при ударном воздействии.
Несколько слов стоит сказать о профиле ребер. Если обратиться к ряду дошедших до наших дней памятников оружейного дела, то мы можем видеть треугольный профиль ребер жесткости, несмотря на то, что на многих сохранившихся памятниках грани ребер жесткости могут быть плохо видны. Стоит обратить внимание на профиль у основания, где ребро берет свое начало. В основании получившейся фигуры мы увидим треугольник. Это говорит о том, что изначально профиль ребра был треугольным либо вписывался в него, заканчиваясь в вершине, образуя грань по всей длине ребра. За период с 2013 по 2018 г. нами были исследованы многие образцы максимилиановских защит из фондов мировых музеев и частных собраний, произведенных в крупных производственных центрах империи, и иного профиля ребер выявлено не было. Это несколько полных лат из городского арсенала г. Граца, Австрия (Landeszeughaus)18 и экспонаты из фонда музея королевской охоты и оружейной (HJR), г. Вена, Австрия: нагрудник максимилиановского стиля, южно-германского производства, 1515 г., инв. № А67819; полный доспех, произведенный в Нюрнберге в 1525 г. принадлежавший маркграфу Бранденбурга Иохиму II Гектору (1505–1571), инв. № А31220; доспех капитана ландскнехтов Вольфа-Дитриха фон Хохенемса (1507–1538), произведенный в Южной Германии в 1525–1530 гг., инв. № А34221; полный доспех, произведенный в Нюрнберге в 1505 г., инв. № А19222; полный доспех курфюрста Отто-Генриха, пфальцграфа Рейнского (1502–1559), работы Л. Хельмшмидта, Аугсбург, 1516 г., инв. № А23923.
Фонд музея города Вены — Карлплац (Historisches Museum Der Stadt Wien), г. Вена, Австрия содержит: рифленые пехотные латы (горжет, кираса, тассеты), произведенные в Нюрнберге примерно в 1525 г., инв. № 135.765-135.76924; рифленые пехотные латы (кираса с тассетами), произведенные в Инсбруке в 1525–1530 гг., инв. № 135.760-135.76425; рифленые пехотные латы (кираса с тассетами, горжет с защитой рук) произведенные в Нюрнберге в 1529 г., инв. № 127.275-127.28126; рифленая кираса, произведенная в Нюрнберге в 1529 г., инв. № 127.02427; доспехи для короля Венгрии и Богемии Фердинанда I (1502–1564), произведенные в Инсбруке в 1535 г. мастерами Михаэлем Витцем и Леонхардом Мойрлом, инв. № 127.044-127.0772829.
Фонд городского музея г. Мюнхен, Германия (Münchner Stadtmuseum) содержит: полный доспех произведенный в Инсбруке в мастерской императора Максимилиана I, работы Ганса Майсштеттера, 1515 г., инв. № Z13,1355 a,b,d/f-I,63630; закрытый шлем, предположительно произведенный в Нюрнберге в 1520 г., инв. №114931; защита бедер с механическим коленом, южная Германия, первая четверть XVI в., инв. № Z-XIV/1356.I2 (K2)32.
Фонд ВИМАИВиВС, Санкт-Петербург, Россия: Кираса южно-германского производства, первой трети XVI в., инв. № 0137/235; шлем типа «армэ», примерно 1505–1515 гг., Инсбрук, инв. № 0137/1.
Частная коллекция Вэйда Алена (Allen Antiques)33, США: рифленый нагрудник, немецкого производства, 1505–1515 гг.34; пехотный нагрудник Тип IIIA, фрагментарно декорированный максимилиановскими ребрами по центру, Нюрнберг, начало XVI в.35.
У всех вышеуказанных предметов профиль ребер жесткости, независимо от износа поверхности ребра, треугольный.
При сравнении большинства памятников максимилиановского доспехостроения с новоделами для нужд военно-исторической реконструкции возможно увидеть некоторое различие в профиле ребер. Скорее всего, это связано с тем, что только что сделанные ребра жесткости на новоделах не имеют следов износа от многочисленных чисток при длительном хранении. Тогда как многие сохранившиеся памятники имеют не четкий — заплывший профиль ребер жесткости от частых чисток и следов деформации от боевого использования. Для примера на ил. 13 показан южно-германский нагрудник, 1505–1515 гг. производства, из частного собрания американского коллекционера Вэйда Аллена. В основании затертых ребер жесткости отчетливо прослеживается треугольник.

Подводя итоги, можно сказать, что процесс формирования ребер жесткости с помощью экспериментального ударно-прикладного инструмента, полученного в результате трасологического исследования, показал свою высокую эффективность. Скорость формирования таковых ребер оказалась достаточно высокой у всех трех изготовителей (примерно пять–семь минут на формирование ребра длиной в пятнадцать сантиметров, вместе со шлифовкой). Для сравнения, процесс формирования ребра методом первоначальной чеканки внутренней поверхности заготовки с дальнейшей обивкой молотком поверх на шпираке, со слов мастеров М.В. Степанова и А.С. Мачнева, занимает больше времени и требует более высокой квалификации от мастера-доспешника. Данные, полученные эмпирическим путем мастерами М.В. Степановым, А.С. Мачневым и Е.В. Дудко, свидетельствуют в пользу того, что метод с использованием подкладного инструмента, состоящего из матрицы и пуансона, мог являться высокотехнологичным и оптимальным в условиях кустарного (с современной точки зрения) производства при несовершенстве технологической базы, а также совокупного процесса формирования ребер жесткости и прилегающих канавок. При этом формирование канавок являлось своего рода побочным эффектом от внедрения новой технологии изготовления характерных ребер жесткости.
1 Авторы статьи выражают огромную благодарность доктору исторических наук, профессору, академику РАРАН, директору ВИМАИВиВС Валерию Михайловичу Крылову и заместителю директора музея по научно-просветительской и выставочной работе, кандидату исторических наук Сергею Владимировичу Ефимову за возможность организовать исследование экспонатов из фонда музея.
2 Pfaffenbichler M. Medieval Craftsmen Armourers. British Museum Press, 1992; Williams A. The Knight and the Blast Furnace: A History of the Metallurgy of Armour in the Middle Ages & the Early Modern Period. Koninklijke Brill NV. Leiden, 2003.
3 Силами ТРОО ВИК «Стальной Орел» (г. Тула) было произведено более двадцати кирас южно-германской стилистики первой четверти XVI в. и несколько готических нагрудников стилистики конца XV в. Практический опыт показал, что цельный нагрудник выковывается проще, чем двух и более-частный готический. Используемый материал по своим прочностным характеристикам схож с тем, что использовался центрами производств доспехов в Священной Римской империи в конце XV — начале XVI в. Используемые толщины от 1 до 2,5 мм.
4 Бехайм В. Энциклопедия оружия. СПб., 1995. С. 120, 121; Laking G.F. A Record of European Armour and Arms Through Seven Centuries. Vol. III. London: G. Bell and Sons, LTD, 1920. S. 246–271.
5 Capwell T., Edge D., Warren J. Masterpieces of European Arms and Armourin the Wallace Collection.The Trustees of the Wallace Collection. 2011. Digital catalogue. A26, A27.
6 Элементы поддельных доспехов XIX–XX вв., изготовленных для интерьерных и антикварных нужд, зачастую выполнялись из листа не очень большой, но одинаковой толщины. Также поддельные доспехи, как правило, имеют серьезные отличия в геометрии сложных форм, так как не подразумевают боевого использования и, как следствие, удобства ношения.
7 Williams A. The Knight and the Blast Furnace. S. 558, 559, 570, 575.
8 Ibid. S. 371–451.
9 Ibid. S. 604–677.
10 Ibid. S. 463–504.
11 А.П. Гуляев. Металловедение. М.: Государственное научно-техническое издательство ОБОРОНГИЗ, 1963. С. 201, 202.
12 https://digi.ub.uni-heidelberg.de/diglit/jbksak1888.
13 Rudolf H.Wackernagel, Das Münchner Zeughaus, Schnell&Steiner Aus dem Münchner Stadtmuseum, 1983. С. 131.
14 Важно отметить, что мастер удерживает заготовку голыми руками. Это говорит о том, что выполняемая им операция производится без нагрева заготовки, на холодную.
15 Типовые экспертные методики исследования вещественных доказательств. Ч. 1 / Под ред. Ю.М. Дильдина, В.В. Мартынова. М., 2010. С. 389.
16 Демин К.Е., Федорович В.Ю. Трасология: особенности составления экспертных заключений / Под ред. проф. Н.П. Майлис. М., 2003, С. 3.
17 Kunsthistorisches Museum, Wien. Bruno Thomas, Ortwin Gamber. Katalog der Liebrustakammer 1.teil Der zeitraum von 500 bis 1530. Verlag Anton Schroll & Co 1976 jhr. Inv. N. A192. С. 228.
18 Landesmuseum Joanneum. Thomas Hoft, Alexander Kada. Welt aus Eisen. Waffen und Rustungen aus dem Zeughaus in Graz. Edition, Springer. Wien. New York 1998. Jhr., С. 78–89; Peter Kren, Walter J. Karcheski Jr. Imperial Austria — Steirische Kunst- und Waffenschätze aus vier Jahrhunderten. ISBN13: 9783902095008, Ausstellungskatalog — Burg Rabenstein, 2000. 111 Seiten mit zahlreichen Farbabbildungen. С. 40–41.
19 Фонд музея истории искусств и Королевской оружейной палаты (Kunsthistorisches Museum, Hoffjagd und Rustkammer). Wien. Экспонат, инв. № А678.
20 Фонд Музея Истории Искусств и Королевской оружейной палаты, г. Вена, Австрия, экспонат инв. № А312, https://www.khm.at/objektdb/detail/372709.
21 Kunsthistorisches Museum, Wien. Bruno Thomas, Ortwin Gamber. Katalog der Liebrustakammer 1.teil Der zeitraum von 500 bis 1530. Inv. N. A342. С. 231.
22 Ibid. Inv. N. A192. С. 228.
23 Ibid. Inv. N. A192. С. 223.
24 Das Wiener Bürgerliche Zeughaus. Rüstungen und Waffen aus fünf Jahrhunderten. Von den Ländern Wien und Niederösterreich gemeinsam veranstalte Ausstellung im Schoss Schallaburg bei Melk. 49.Sonderaussstelung des Historichen Museums der Stadt Wien. 14 mai bis 30, oktober. С. 75, пункт 42.
25 Там же. Пункт 43.
26 Там же. Пункт 44.
27 Там же. Пункт 45.
28 Das Wiener Bürgerliche Zeughaus. Rüstungen und Waffen aus fünf Jahrhunderten. С. 81, пункт 94.
29 Otwin Gamber, landesfurstliche Harnische im Wiener Burglichen Zeughaus. Abb. 38.
30 Rudolf H.Wackernagel, Das Münchner Zeughaus, Schnell & Steiner Aus dem Münchner Stadtmuseum. Kat. № 34. С. 142, 143.
31 Ibid. С. 160.
32 Фонд Городского музея Мюнхена. Экспонат инв. № Z-XIV/1356.I2 (K2).
33 Мы благодарим уважаемого господина Вэйда Аллена за предоставленные материалы из его частного собрания.
34 http://www.allenantiques.com/A-170.html.
35 http://www.allenantiques.com/A-212.html.
 Российские сабли и шашки в собрании Тульского государственного музея оружия")
 Огнестрельное охотничье оружие Чехии и Силезии XVII века в коллекции Гатчинского дворца-музея")
 Перспективные виды оружия в контексте норм международного права")
 Огнестрельное охотничье оружие Чехии и Силезии XVII века в коллекции Гатчинского дворца-музея")
 Вооружение древнерусского населения Новгородской земли (на примере Никольского Которского погоста Шелонской пятины)")
, Л.Б. Двалишвили (Грузия, Кутаиси) Изображения шашки в монументальной живописи Западной Грузии XVII века")
 Партизанские формирования 1941 года на юго-западе Ленинградской области: Стругокрасненский, Новосельский, Плюсский и Лядский районы")
Комментарии